欢迎来到武汉天安途实业有限公司官方网站!
联系我们
网站地图
返回首页
全国服务电话:
027-87538249
027-88866809
首页
车牌识别系统
电动伸缩门
交通标志牌
铝艺庭院门
智能工业门
荣誉资质
成功案例
联系我们
热门搜索:
电动伸缩门
智能悬臂门
道路交通指路牌
精钢系列
直线门系列
产品中心
车牌识别系统
智能车牌识别系统
远距离蓝牙系统
刷卡系统
电动伸缩门
荣耀系列
奔腾系列
龙凤呈祥系列
和谐系列
传祺系列
精钢系列
交通标志牌
道路交通指路牌
道路施工标志牌
国标交通标志牌
交通标志牌杆件
停车场标志牌
铝艺庭院门
智能工业门
折叠门系列
悬臂门系列
直线门系列
联系方式
武汉天安途实业有限公司
座机: 027-88866809
手机:18071515975(微信同号)
办公地址:
武汉市东湖高新开发
区
花山镇土桥工业园
3
栋
当前位置:
网站首页
> 交通标志牌杆件
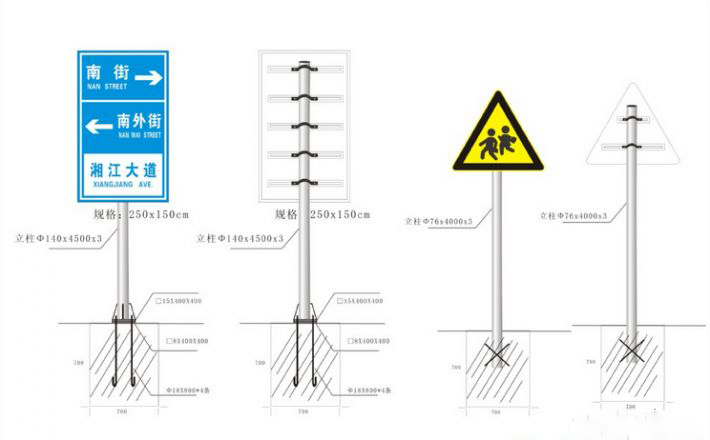
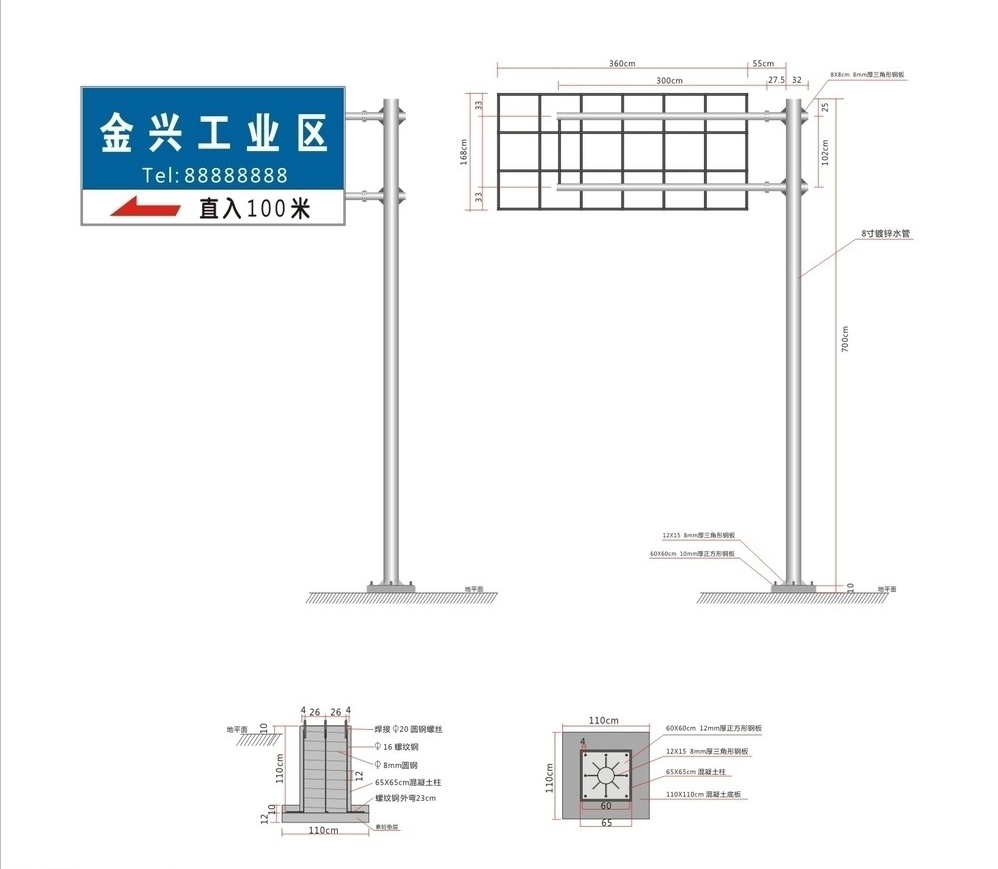
交通标志牌杆件
交通标志牌杆件
产品类别:
交通标志牌杆件
杆件生产工艺流程:
1)下料→(2)折弯→(3)焊接→(4)修补打磨→(5)整形→(6)齐头→(7)装底板→(8)焊底板→(9)开门→(10)焊门条、电器条、锁底→(11)弯叉→(12)镀锌→(13)喷塑→(14)总检→(15)发货
各工序要点:
1.下料剪切
1.1剪切前首先调整好裁条机的斜度与所需纵剪刀尺想符。
1.2定好钢板摆放位置,保证余料的最大尺寸,使余料能利用。
1.3长度尺寸由开平时保证,宽底尺寸要求≤±2mm高杆下料尺寸公差每节杆大头取正公差;一般:0-2m。小头取负公差,-2-0mm尺寸调整好以后,由裁调机、自动切割机完成。
1.4设备方面:开料应检查滚剪设备的运行情况,清除轨道上的杂物,保持设备的良好运行状态。
2.折弯
折弯是灯杆生产中最关键的一道工序,折弯的好坏,直接影响灯杆的质量而且折弯成形后无法修补的。具体注意如下:
2.1折弯前:首先清除板料的割渣,保证折弯时无割渣压伤模具。
2.2检查板料的长度、宽度和直度,不直度≤1/1000,如不直度达到要求,修正,特别是多边形杆一定要保证不直度。
2.3调大折弯机折弯深度,确定板料摆放位置。
2.4在板料上正确划线,误差:≤±1mm。2.5正确对线,正确折弯,使管缝达到最小,同时两条边高底不大于5mm。
3.焊接
焊接时对折弯后的管缝进行直缝焊接。因焊接是自动埋伏焊接,主要是焊工应有较多的责任性,焊接时应注意调整焊接的位置,保证焊缝直线度。
4.修补打磨
修补打磨是对自动焊接后的管坯缺陷进行修补。修补人员应该逐根检查,发现有缺陷的地方进行补,补焊完成后,再进行修磨,修磨的接处与自动焊缝基本相同。
5.整形
整形工序包括灯杆的调直及坯杆两头的整圆及多边形对角线尺寸,一般公差:<±2mm。坯杆直线度误差不超过:≤±1.5/1000。
6.齐头
齐头工序是把弯成的管坯两端修平,保证管口与中心线垂直,不存在角度及高度不平,同时修平后,进行端面磨光。
7.装底板
点焊底法兰和筋板,关键是保证底法兰与灯直中心线垂直,筋板与底法兰垂直,同时与灯直母线平线。
8.焊底法兰及筋板
焊接要求参照国家标准的焊接工艺,保证焊接质量焊接缝要美观,没有气孔、夹渣。
9.开门
本工序在工作过程中,必须胆大心细(1)首先要看清图纸确定门的方向,然后按照图纸尺寸定位。尺寸包括:上下、左右,及门框尺寸大小,等离子切割时要心细,保证割缝一直线,同时割下的门板与灯杆配号用电焊烧字。
10.焊门条、电器条、锁座
焊门条时20mm宽的门条,伸出8-10mm位置放下,特别是点焊时门条应紧贴灯杆,焊接要牢固。焊电器条及锁座,主要是按照图纸定好位置,锁座焊在门中间,误差≤±2mm,保持上面水平,不能超过灯杆。
11.弯叉
弯叉工序与开门有相同性质,应该胆大心细。首先注意门的方向,第二注意起弯点,第三灯叉角度,牵引速度不能忽快忽慢,确促成品率100%。
12.镀锌
镀锌好坏直接影响灯杆的质量,镀锌要求按国家标准执行镀锌,镀后表面光滑、无色差,不能有流挂,流挂严重的灯杆必须生重新返镀。
13.喷塑
喷塑的目的是一是为了美观,二是为了防腐蚀
13.1打磨:将镀锌杆表面用抛光砂轮磨平,保证灯杆表面光滑,平整。
13.2调直:将打磨后的灯杆校直及口形的整形,灯杆不直度必须达到1/1000,口径要求:小杆≤±1mm;高杆≤±2mm。
13.3装门板
13.3.1把所有门板进行镀锌后的处理,处理包括挂锌、漏锌及锁孔中的存锌。
13.3.2钻螺丝孔时必须电钻与门板垂直,门板四周间隙想等,门板平复。
13.3.3螺丝固定后,门板不能有松动,固立必须牢固以防运输途中脱落。
13.3.4喷塑粉:将装好门的灯杆进喷房,根据生产计划单要求塑粉颜色喷塑,然后进烘房,烘房温度及保温时间必须严格按各塑粉要求,以保证塑粉的附着力和光洁度等质量要求。
14.出厂检验
由厂部质检员进行出厂检验,出厂检验员必须按照灯杆检验的项目逐项检验,检验员必须进行记录同时存档,质检员签字后方可发货。
分享到:
点击次数:
2271
更新时间:2017-03-09 【
打印此页
】 【
关闭
】
上一篇:无
下一篇:无
推荐产品
更多
庭院门ST TY-003
庭院门ST TY-004
庭院门ST TY-005
庭院门ST TY-006
悬臂折叠门ST GY—016
悬臂折叠门ST GY—018
悬臂门902E(磨砂深灰)
悬臂门902F(磨砂深灰)
ST902B
ST902A
首页
车牌识别系统
电动伸缩门
交通标志牌
铝艺庭院门
智能工业门
新闻动态
成功案例
联系我们
企业分站:
武汉
宜昌
荆州
襄阳
黄石
十堰
鄂州
咸宁
恩施
随州
荆门
黄冈
孝感
仙桃
天门
潜江
神农架
Copyright@ 2017武汉天安途实业有限公司版权所有
座机:027-88866809 手机:18071515975(微信同号)
办公地址:
武汉市东湖高新开发
区
花山镇土桥工业园
3
栋
技术支持:
易畅客营销系统
鄂ICP备16007508号
扫描二维码
关注武汉天安途
友情链接
百度
在线客服
在线客服1号
在线客服2号
热线电话
微信公众账号













")
")



 在线客服1号
在线客服1号